Best Aluminium Extrusion Press Applications Industrial Automation Frames: A Complete Guide

Introduction to Industrial Automation Framing and Extrusion Technology
In the modern manufacturing landscape, industrial automation has transitioned from a competitive advantage to an absolute necessity. At the core of every automated assembly line, robotic work cell, and material handling system lies a rigid, modular, and reliable structural framework. The demand for high-precision structural framing has skyrocketed, leading manufacturers to seek the most efficient production methods available. This is where the application of advanced heavy machinery becomes critical.
When analyzing the Best Aluminium Extrusion Press Applications Industrial Automation Frames require, it is essential to understand how custom-engineered aluminum profiles provide the foundational strength for these complex systems. Unlike traditional welded steel structures, extruded aluminum profiles offer unparalleled modularity, a superior strength-to-weight ratio, and corrosion resistance. HARSLE, a pioneer in metal fabrication equipment, provides state-of-the-art aluminium extrusion press systems designed to meet the rigorous tolerances and high-volume demands of the industrial automation sector.
This comprehensive guide explores the specific application scenarios, material requirements, machine configurations, and operational workflows that define successful aluminum extrusion for automation frames. By understanding these technical parameters, manufacturing facilities can optimize their production lines, reduce material waste, and achieve exceptional structural integrity in their automated framing components.
Application Scenario: Where Automation Frames Meet Extrusion Technology
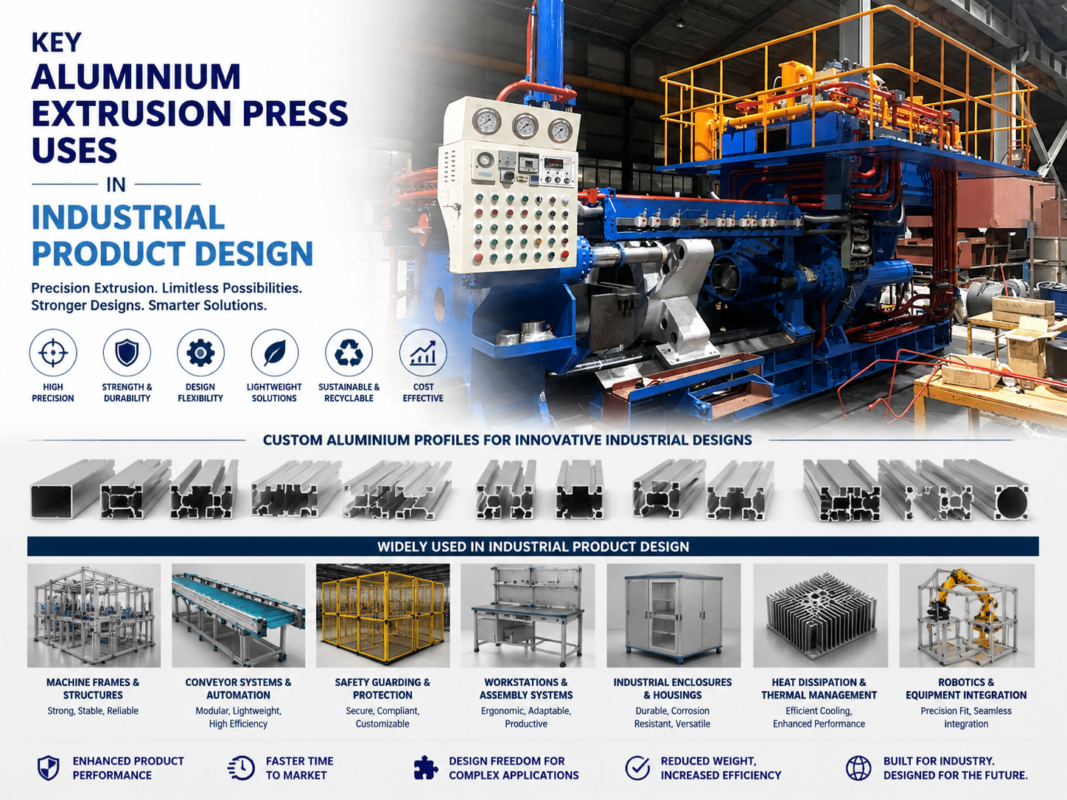
Industrial automation frames are not one-size-fits-all components; they are highly specialized structures deployed across diverse and demanding environments. The versatility of an aluminum extrusion press allows for the creation of intricate cross-sections, such as T-slot and V-slot profiles, which are fundamental to modern machine building. Below are the primary application scenarios where these extruded profiles are indispensable.
1. Robotic Work Cells and Safety Enclosures
In modern automotive and electronics assembly plants, articulated robotic arms operate at high speeds and with significant kinetic force. To protect human operators and isolate the robotic processes, heavy-duty safety enclosures and perimeter guarding are constructed using extruded aluminum frames. These frames must support heavy polycarbonate or wire mesh panels, integrate safety interlocks, and withstand continuous vibrational stress from the robot’s movements without loosening or warping over time.
2. Automated Conveyor Systems and Material Handling
Conveyor lines in logistics hubs, food processing plants, and packaging facilities rely heavily on aluminum extrusions. The side rails, support legs, and motor mounting brackets are typically formed from extruded profiles. The inherent smoothness of the aluminum surface reduces friction, while the internal channels of T-slot profiles provide convenient pathways for routing pneumatic lines, electrical wiring, and sensor cables directly through the machine’s skeleton.

3. Linear Motion Guides and Gantry Systems
Multi-axis gantry systems and linear actuators require extreme straightness and dimensional accuracy. Extrusion presses can produce specialized profiles with integrated guide rails or hardened steel insert tracks. These profiles serve as both the structural support frame and the precise track along which linear bearings travel. Any deviation in the extrusion process would result in binding or premature wear of the motion components, making high-precision extrusion presses mandatory.
4. Cleanroom Environments and Semiconductor Equipment
In cleanroom applications, such as semiconductor fabrication and pharmaceutical packaging, material outgassing and particle generation must be minimized. Anodized aluminum extrusions are ideal because they do not rust, flake, or require painting. The frames supporting cleanroom HEPA filters, laminar flow hoods, and wafer handling equipment are almost exclusively manufactured using high-grade aluminum extrusion presses that ensure perfectly sealed joints and smooth, easy-to-clean surfaces.
Material and Process Requirements for Automation Profiles
To achieve the mechanical properties necessary for industrial automation frames, selecting the correct aluminum alloy and maintaining strict process controls during extrusion is paramount. The profiles must possess high tensile strength, excellent machinability, and the ability to undergo surface treatments like anodizing.
Alloy Selection: 6063 vs. 6061 Aluminum
The two most prominent alloys used in the Best Aluminium Extrusion Press Applications Industrial Automation Frames demand are 6063 and 6061. Each offers distinct advantages depending on the specific structural requirements of the automation frame:
- 6063 Aluminum Alloy: Known as the architectural alloy, 6063 offers excellent extrudability, high surface finish quality, and superior corrosion resistance. It is highly responsive to anodizing, which creates a hard, protective oxide layer. It is typically used for standard T-slot profiles, light-to-medium duty machine guards, and sensor mounting frameworks where intricate cross-sections are required.
- 6061 Aluminum Alloy: This is a structural alloy offering significantly higher tensile and yield strength compared to 6063. It contains higher levels of magnesium and silicon, making it more challenging to extrude but ideal for heavy-duty automation frames, load-bearing gantry columns, and bases for heavy robotic machinery.
Dimensional Tolerances and Geometric Precision
Automation frames rely on modular connectors, roll-in T-nuts, and precision brackets. Therefore, the dimensional tolerances of the extruded profiles must be exceptionally tight. Key parameters that must be controlled during the extrusion process include:
| Parameter | Standard Requirement | Automation Industry Target |
|---|---|---|
| Wall Thickness Tolerance | ±0.25 mm | ±0.15 mm |
| Straightness (per meter) | ≤ 1.5 mm | ≤ 0.5 mm |
| Twist (per meter) | ≤ 1.0° | ≤ 0.3° |
| Flatness (across width) | 0.004 mm per mm | 0.002 mm per mm |
Achieving these tight tolerances requires not only high-quality dies but also an extrusion press capable of maintaining uniform pressure and speed throughout the entire stroke. Fluctuations in extrusion speed can cause thermal variations, leading to structural defects and dimensional inconsistencies along the length of the profile.

Recommended Machine Configuration for Automation Frame Extrusion
To successfully produce high-quality structural profiles for industrial automation, the extrusion press must be configured with specific technical capabilities. HARSLE recommends a heavy-duty, short-stroke, direct-acting hydraulic aluminium extrusion press equipped with advanced automation controls.
1. Tonnage and Press Capacity
For standard industrial automation profiles (ranging from 20×20 mm to 100×100 mm cross-sections), a press capacity of 1450 Tons to 2500 Tons is highly recommended. This tonnage range ensures sufficient force to push 6061 and 6063 alloys through complex, multi-cavity dies without straining the hydraulic systems, thereby extending the machine’s operational lifespan.
2. Advanced Hydraulic and Control Systems
Modern HARSLE extrusion presses utilize Rexroth or Parker proportional hydraulic valves combined with servo-driven pump systems. This configuration allows for closed-loop control over extrusion speed and pressure. The integration of a high-end Siemens PLC system with a user-friendly HMI enables operators to program precise extrusion profiles, adjusting speed dynamically as the billet transitions through the die to prevent overheating and tearing of the aluminum.
3. Cooling and Quenching Systems
The mechanical properties of 6000-series aluminum alloys are heavily dependent on the quenching process immediately after the profile exits the die. The machine configuration must include a robust run-out table equipped with both forced air cooling and water mist quenching zones. For heavy-walled 6061 structural profiles, rapid water quenching is essential to lock in the alloying elements before the material enters the artificial aging oven, ensuring the profile achieves its full T6 temper strength.
4. Automated Puller and Handling Systems
To maintain straightness and prevent twisting, an automated single or double puller system must be synchronized with the press extrusion speed. The puller applies a constant, controlled tension to the profile as it emerges from the die. Following the puller, an automated cooling bed with walking beams transfers the profiles gently to the stretcher, minimizing surface scratches that could compromise the aesthetic and functional quality of the final automation frame.
Step-by-Step Workflow of the Extrusion Process
The production of industrial automation frames via an aluminium extrusion press follows a highly synchronized, automated workflow. Each step must be carefully monitored to ensure the final product meets industrial standards.
- Billet Preparation and Heating: Aluminum logs are sheared into billets of specific lengths. These billets are passed through a gas-fired or induction log heater to reach the optimal extrusion temperature, typically between 400°C and 480°C, making the metal malleable without melting it.
- Die Preheating: The extrusion die, custom-machined with the negative geometry of the T-slot or structural profile, is preheated in a specialized die oven to approximately 450°C. This prevents thermal shock and ensures smooth material flow when the hot aluminum contacts the steel die.
- The Extrusion Stroke: The heated billet is transferred to the press container. A hydraulic ram, driven by massive hydraulic cylinders, pushes a dummy block against the billet, forcing the plasticized aluminum through the die cavity. The profile emerges onto the run-out table in its final cross-sectional shape.
- Quenching and Cooling: As the profile exits the die, it passes through the quenching zone. Air fans or water sprays rapidly cool the profile to room temperature, initiating the precipitation hardening process required for structural rigidity.
- Stretching and Straightening: Once cooled, the long extrusion lengths are transferred to a hydraulic stretcher. The machine grips both ends of the profile and applies a controlled tensile force, stretching the material by roughly 1% to 3%. This process eliminates internal stresses, corrects any minor twists, and ensures absolute straightness.
- Cutting to Length: The straightened profiles are moved to the saw table, where high-speed carbide-tipped circular saws cut the extrusions into commercial lengths (typically 3-meter or 6-meter bundles) or specific custom lengths requested for the automation project.
- Artificial Aging (Heat Treatment): The cut profiles are loaded into an aging oven, where they are held at a constant temperature (around 170°C to 190°C) for several hours. This process, known as artificial aging, allows the magnesium and silicon to precipitate uniformly, bringing the aluminum to its maximum hardness and tensile strength (T5 or T6 temper).
Productivity and Economic Benefits of HARSLE Extrusion Presses
Investing in a high-quality HARSLE aluminium extrusion press for manufacturing industrial automation frames yields significant long-term productivity and economic advantages for fabrication facilities.
Material Efficiency and Waste Reduction: The precision of HARSLE’s hydraulic control systems minimizes “butt end” waste (the unextruded portion of the billet left in the container). Furthermore, the ability to extrude complex, multi-hollow profiles in a single pass eliminates the need for secondary machining operations like milling, drilling, and welding, which inherently generate scrap metal and increase labor costs.
Energy Efficiency through Servo Technology: Older extrusion presses rely on constant-displacement pumps that run at full capacity continuously, wasting massive amounts of electricity. HARSLE integrates variable-frequency servo drive systems that adjust motor speed based on real-time hydraulic demand. This reduces energy consumption by up to 30% to 45% during the idling and loading phases of the extrusion cycle.
Rapid Tooling Changes for High Flexibility: Industrial automation projects often require a diverse mix of profiles, from light sensor brackets to massive load-bearing columns. HARSLE presses feature automated die-change systems that allow operators to swap extrusion dies in under five minutes. This high flexibility enables cost-effective short-run production, allowing manufacturers to respond quickly to custom automation design requirements without extensive downtime.
Case Example: Upgrading an Automation Assembly Line
A leading European integrator of automotive assembly lines faced a major bottleneck: their supplier of structural aluminum profiles could not guarantee the strict straightness tolerances required for a new line of high-speed linear gantry robots. The minor twists in the profiles were causing the linear bearings to bind, leading to frequent system failures and delayed project deliveries.
To resolve this issue, the integrator decided to bring profile production in-house by purchasing a HARSLE 1650-Ton Automated Aluminium Extrusion Press System. By utilizing a custom-designed die for 6061-T6 aluminum and leveraging HARSLE’s precision hydraulic stretching system, the company achieved a straightness tolerance of 0.3 mm per meter, far exceeding the industry standard.
The results were immediate and impactful. The assembly line integration time was reduced by 35% because the profiles aligned perfectly without manual shimming. Additionally, by eliminating the middleman and producing profiles directly from raw aluminum billets, the company reduced its structural framing material costs by 28%, achieving a full return on investment (ROI) on the HARSLE extrusion press within the first 14 months of operation.
Frequently Asked Questions (FAQ)
What makes aluminum extrusion better than welded steel for automation frames?
Aluminum extrusions offer modularity via T-slots, allowing for easy adjustments and additions without welding or painting. They are lighter, corrosion-resistant, and provide excellent dimensional accuracy, which reduces assembly time and long-term maintenance costs compared to steel structures.
Can a HARSLE extrusion press handle both 6063 and 6061 alloys?
Yes. HARSLE extrusion presses are engineered with robust hydraulic systems and precise temperature controls that allow them to seamlessly transition between different aluminum alloys, including high-strength structural alloys like 6061 and high-finish alloys like 6063.
How does the quenching system affect the quality of automation profiles?
Quenching rapidly cools the aluminum as it exits the die, freezing the alloying elements in place. This is critical for achieving the desired mechanical properties and hardness (such as the T6 temper) during the subsequent aging process. Without proper quenching, the profiles will lack the structural strength needed to support heavy automation equipment.
What maintenance is required for an industrial aluminium extrusion press?
Regular maintenance includes monitoring hydraulic oil cleanliness, checking for wear on the container liners and dummy blocks, calibrating the heating elements in the billet and die ovens, and ensuring the alignment of the ram and container remains within precise limits. HARSLE provides comprehensive maintenance guides and automated diagnostic tools to simplify this process.
Conclusion and Call to Action
The production of high-quality industrial automation frames requires a perfect synergy between material science, precise die design, and robust machinery. Utilizing the Best Aluminium Extrusion Press Applications Industrial Automation Frames demand ensures that manufacturing facilities can deliver structural components that meet the highest standards of straightness, durability, and modular flexibility.
HARSLE remains committed to empowering metal fabricators and automation integrators worldwide with cutting-edge extrusion technology. Our advanced aluminium extrusion presses provide the power, precision, and energy efficiency needed to excel in today’s competitive industrial market. Contact HARSLE today to speak with our engineering experts and discover how our tailored extrusion solutions can elevate your production capabilities and drive your business forward.