Key Aluminium Extrusion Press Uses In Industrial Product Design: A Comprehensive Guide
Introduction to Aluminium Extrusion in Modern Industrial Design
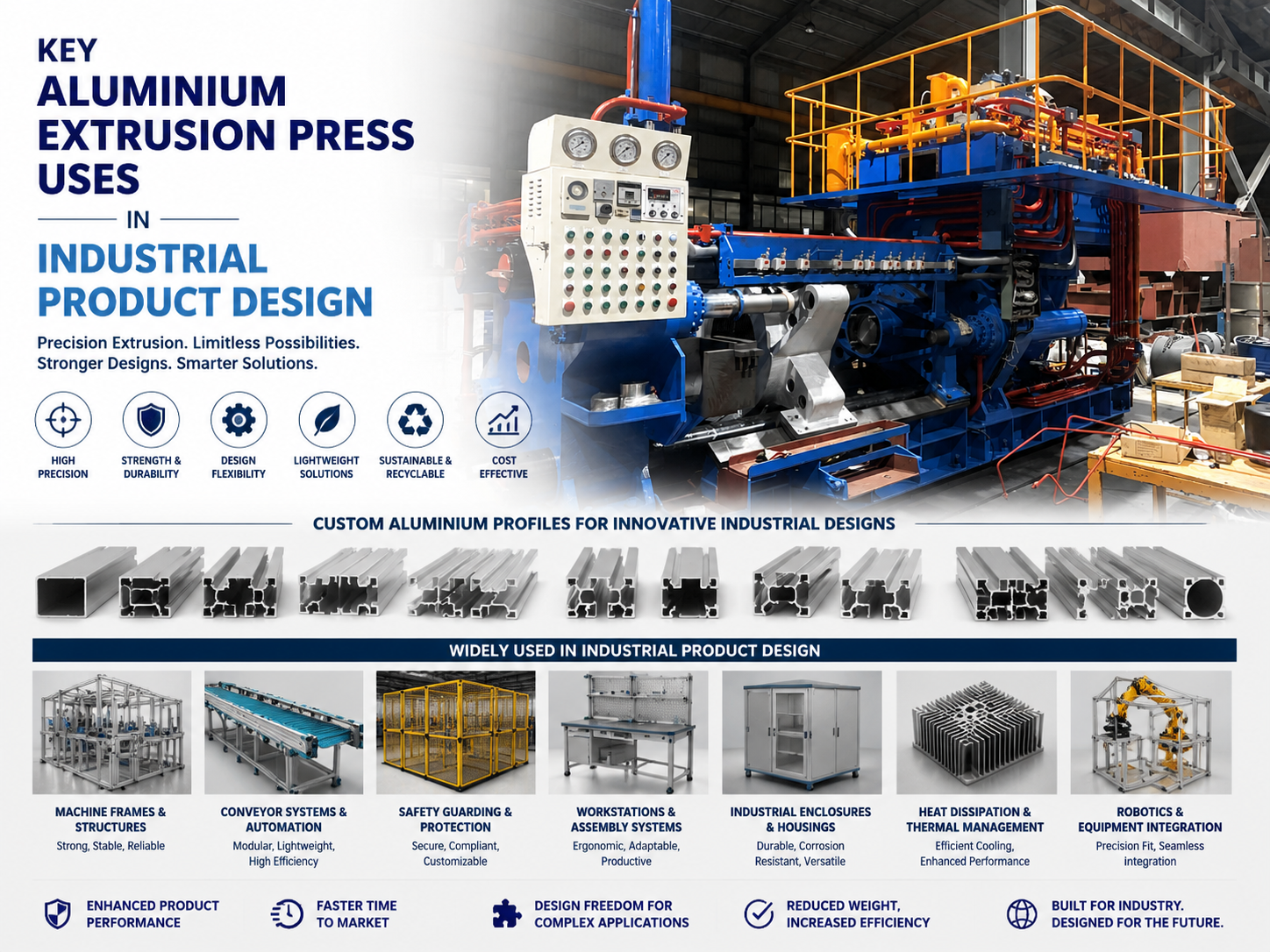
In the realm of modern manufacturing, the aluminium extrusion press stands as a cornerstone of innovation, enabling designers to transform raw metal into complex, high-performance profiles. The Key Aluminium Extrusion Press Uses In Industrial Product Design span across nearly every major industry, from the sleek frames of high-end electronics to the structural skeletons of electric vehicles. This process involves forcing an aluminium billet through a shaped die, resulting in a continuous profile with a constant cross-section. The versatility of this method allows for the creation of parts that are lightweight, strong, and aesthetically pleasing, making it an indispensable tool for industrial designers worldwide.
As industrial product design evolves toward sustainability and efficiency, aluminium has become the material of choice due to its recyclability and high strength-to-weight ratio. The extrusion press is the engine behind this shift, providing the precision and force necessary to manipulate various aluminium alloys into intricate geometries that would be impossible or prohibitively expensive to achieve through traditional machining or casting. Understanding the capabilities and applications of these machines is essential for any manufacturer looking to stay competitive in today’s fast-paced market.
Application Scenarios: Where Extrusion Meets Design
Automotive and Transportation
The automotive industry is perhaps the most significant beneficiary of aluminium extrusion technology. With the global push toward electric vehicles (EVs), reducing vehicle weight to extend battery range has become a top priority. Designers use extrusion presses to create battery trays, crash management systems, and chassis components. These parts must be incredibly strong to ensure passenger safety while remaining light enough to optimize energy efficiency. The ability to integrate multiple functions into a single extruded profile—such as cooling channels within a battery housing—is a key advantage that simplifies assembly and reduces costs.
Beyond passenger cars, the transportation sector utilizes extrusion for high-speed rail carriages and commercial trucking trailers. In rail, long, wide extruded panels form the walls and roofs of train cars, providing structural integrity and a smooth exterior finish. For trucks, extruded side rails and flooring offer durability against heavy loads while minimizing the vehicle’s deadweight, allowing for higher payloads and better fuel economy.
Aerospace Engineering
In aerospace, where every gram counts, the Key Aluminium Extrusion Press Uses In Industrial Product Design are critical for structural components. Wing spars, fuselage stringers, and seat tracks are often produced via extrusion. These parts require high-strength alloys, such as the 7000 series, which demand high-tonnage presses and precise temperature control. The extrusion process ensures a uniform grain structure, which is vital for the fatigue resistance required in aircraft components that endure constant stress cycles during flight.

Architecture and Construction
Architects have long favored aluminium extrusion for its aesthetic flexibility and weather resistance. Modern skyscrapers feature curtain walls made of intricate extruded frames that hold massive glass panes. These profiles are designed not just for structural support but also for thermal insulation and water drainage. Additionally, the construction industry uses extruded aluminium for window frames, door tracks, and scaffolding. The ability to anodize or powder-coat these profiles allows designers to achieve specific colors and textures that enhance the building’s visual appeal while protecting the metal from corrosion.
Electronics and Consumer Goods
From the heat sinks in your computer to the frame of your smartphone, aluminium extrusion is everywhere in the electronics sector. Heat sinks, in particular, benefit from the high thermal conductivity of aluminium and the ability of the extrusion process to create thin, high-surface-area fins that dissipate heat efficiently. In consumer goods, the sleek, metallic finish of extruded aluminium is used in furniture, lighting fixtures, and appliance handles, providing a premium feel and long-lasting durability.
Material and Process Requirements
Alloy Selection and Characteristics
The success of an extrusion project begins with selecting the right alloy. The 6000 series (Al-Mg-Si) is the most common for general industrial design due to its excellent extrudability, strength, and corrosion resistance. 6061 and 6063 are the workhorses of the industry, used for everything from structural frames to decorative trim. For high-stress applications, the 2000 (Al-Cu) and 7000 (Al-Zn) series are used, though they require more powerful presses and tighter process controls due to their lower extrudability.
Die Design and Engineering
The die is the heart of the extrusion process. Designing a die for complex industrial products requires advanced engineering to ensure even metal flow. If the metal flows faster in one area than another, the profile will warp or crack. Designers must account for “tongue ratios” in hollow profiles and ensure that the die can withstand the immense pressures generated by the press. Modern CAD/CAM software and simulation tools allow engineers to predict metal flow and optimize die geometry before the first billet is even heated.
Temperature and Speed Control
Extrusion is a thermal-mechanical process. The billet must be heated to a specific temperature (usually between 400°C and 500°C) to make it plastic enough for extrusion but not so hot that it melts or loses its structural properties. The speed of the extrusion—the rate at which the profile exits the die—must be carefully managed. Faster speeds increase productivity but can lead to surface defects or internal stresses. Maintaining the “isothermal” state, where the temperature remains constant throughout the stroke, is the hallmark of a high-quality extrusion operation.
Recommended Machine Configuration
Choosing the right machine configuration is vital for achieving the Key Aluminium Extrusion Press Uses In Industrial Product Design. A standard setup for a modern facility includes several key components:
- Press Tonnage: For small electronics and trim, a 500T to 1000T press is sufficient. For automotive and architectural profiles, 1800T to 3600T presses are common. Heavy aerospace components may require 5000T or larger machines.
- Hydraulic System: High-efficiency servo-driven hydraulic pumps are now preferred. They provide precise pressure control while significantly reducing energy consumption compared to traditional constant-delivery pumps.
- Billet Heating System: Induction heaters or gas-fired ovens are used to bring billets to the required temperature. Induction heating is faster and offers better temperature uniformity.
- PLC and Control Interface: A sophisticated control system (like those found on HARSLE machines) allows operators to monitor real-time data, including ram speed, pressure, and exit temperature, ensuring consistency across production runs.
- Handling System: This includes the run-out table, cooling fans or water quenches, stretchers, and saw tables. Automation in the handling system reduces manual labor and prevents damage to the hot, soft profiles as they emerge from the press.

The Workflow: From Billet to Finished Profile
- Billet Preparation: Aluminium logs are cut into billets of the required length. These billets are then cleaned to remove surface impurities that could cause defects in the final product.
- Heating: The billet and the extrusion die are preheated. The die must be hot to prevent the aluminium from chilling and clogging the orifice.
- Extrusion: The heated billet is placed into the press container. A hydraulic ram pushes a dummy block against the billet, forcing the metal through the die. The profile emerges onto the run-out table.
- Quenching: As the profile exits, it is cooled rapidly using air or water. This “quench” freezes the metallurgical structure, which is essential for achieving the desired mechanical properties after aging.
- Stretching: Once cooled, the profile is moved to a stretcher. This machine pulls the profile from both ends to straighten it and relieve internal stresses caused during extrusion.
- Cutting and Aging: The straightened profiles are cut to the finished length. They are then placed in an aging oven, where they are held at a specific temperature for several hours to increase their hardness and strength through precipitation hardening.
Productivity Benefits of Aluminium Extrusion
The Key Aluminium Extrusion Press Uses In Industrial Product Design offer numerous productivity and economic benefits:
- Material Efficiency: Extrusion is a near-net-shape process, meaning very little material is wasted. Any scrap generated (like the “butt” end of the billet) can be easily remelted and reused.
- Complex Geometries: Designers can create shapes with internal voids, thin walls, and intricate details that would require multiple parts and assembly steps if made by other methods. This “part consolidation” reduces inventory and assembly time.
- Surface Quality: Extruded profiles have an excellent surface finish straight out of the press, which can be further enhanced through anodizing, painting, or polishing.
- Short Lead Times: Compared to casting or forging, the tooling (dies) for extrusion is relatively inexpensive and can be produced quickly, allowing for faster prototyping and market entry.
Case Example: EV Battery Housing Design
A leading electric vehicle manufacturer recently redesigned their battery housing using aluminium extrusions. Previously, the housing was a complex assembly of stamped steel parts welded together. By switching to a multi-hollow extruded aluminium design, they achieved several goals. First, the weight of the housing was reduced by 30%, directly contributing to a longer vehicle range. Second, the hollow sections of the extrusion were used as integrated cooling channels, eliminating the need for separate coolant pipes. Finally, the structural rigidity of the extruded frame improved the vehicle’s crash safety rating. This case perfectly illustrates how the Key Aluminium Extrusion Press Uses In Industrial Product Design can revolutionize a product’s performance and manufacturability.
Frequently Asked Questions (FAQ)
What is the maximum size of a profile that can be extruded?
The maximum size is determined by the press’s circle size—the diameter of the smallest circle that can enclose the profile’s cross-section. Large presses can handle circle sizes up to 600mm or more, while standard industrial presses typically range from 150mm to 300mm.
How long does an extrusion die last?
Die life depends on the complexity of the shape and the alloy being extruded. For simple shapes using 6063 alloy, a die might last for thousands of billets. For complex shapes or harder alloys like 7075, the die may need refurbishment or replacement after a few hundred billets.
Can aluminium extrusion be used for high-temperature applications?
While aluminium has a lower melting point than steel, certain alloys maintain good strength at moderately elevated temperatures. However, for extreme heat, other materials or specialized coatings may be required. In most industrial designs, aluminium is chosen for its thermal conductivity rather than its heat resistance.
What is the difference between direct and indirect extrusion?
In direct extrusion, the ram moves and pushes the billet through a stationary die. In indirect extrusion, the die is mounted on the end of a hollow ram and is pushed into the stationary billet. Indirect extrusion reduces friction, allowing for faster speeds and more uniform grain structures, but the machinery is more complex and limits the profile size.
Conclusion: Partnering with HARSLE for Extrusion Excellence
Mastering the Key Aluminium Extrusion Press Uses In Industrial Product Design requires a combination of innovative design, high-quality materials, and reliable machinery. HARSLE is committed to providing state-of-the-art aluminium extrusion presses that empower manufacturers to push the boundaries of what is possible. Our machines are engineered for precision, energy efficiency, and durability, ensuring that your production line remains productive and competitive.
Whether you are developing the next generation of aerospace components or designing sustainable architectural solutions, HARSLE has the expertise and equipment to support your vision. Contact us today to learn more about our range of extrusion presses and how we can help you optimize your industrial product design process.