Hydraulic Direct & Indirect Extrusion
Aluminium Extrusion Press Precision Profile Production
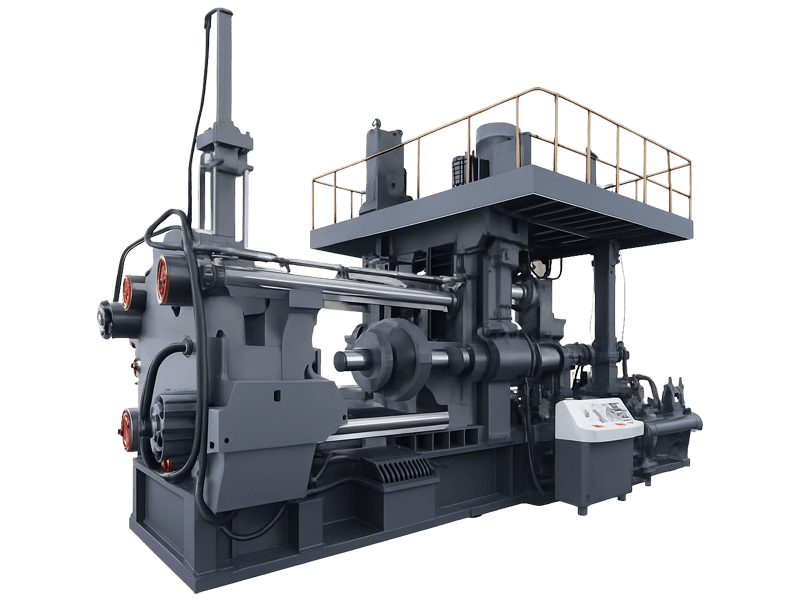
A heavy-duty hydraulic press engineered for direct and indirect hot extrusion of aluminium alloy billets into profiles, tubes, rods, bars, and complex hollow sections — delivering dimensional precision, rapid die changeover, and consistent production output for architectural, automotive, aerospace, and industrial aluminium manufacturing.
500–14,000 t
Ram Force Range
88–356 mm
Billet Diameter Range
400–500 °C
Billet Preheat Temperature
Up to 100 :1
Maximum Extrusion Ratio
Product Overview
Engineering Built for Dimensional Precision
Aluminium extrusion demands absolute consistency in ram force, billet temperature, extrusion speed, and die alignment — any deviation compounds into dimensional drift, surface defects, and die failure. ARZIR extrusion presses integrate a high-force hydraulic system, precision die slide unit, automated billet loader, and PLC-controlled cycle management into a single rigid press frame engineered to hold tolerance across millions of production cycles.
High-Force Hydraulic Ram System
A precision hydraulic ram delivers the full rated press force uniformly across the billet face throughout the entire extrusion stroke. Servo-controlled proportional valves maintain constant extrusion speed — holding profile wall thickness and dimensional tolerances from the first metre to the last.
Precision Die Slide & Alignment
The die slide unit positions the die with sub-millimetre accuracy relative to the container bore on every cycle. Hydraulic die clamping locks the die under full press load with zero deflection. A heated die storage magazine maintains die temperature between cycles, eliminating cold-start scrap and reducing time to first on-spec profile.
Automated Billet Loader
The billet loader transfers heated billets from the furnace to the press container with consistent timing and alignment — maintaining billet temperature at the moment of extrusion within ±5°C. Automated loading eliminates cycle-time variability, reduces operator heat exposure, and synchronises with the PLC extrusion cycle for maximum press utilisation.
Direct & Indirect Extrusion Modes
ARZIR presses support both direct and indirect extrusion on the same frame. Indirect mode eliminates billet-to-container friction, reducing required press force by up to 40%, lowering extrusion temperature, extending container liner life, and improving surface quality and yield — particularly valuable for high-strength 2xxx and 7xxx alloys.
PLC Production Cycle Management
A fully integrated PLC controls the entire press cycle — billet loading, container close, ram advance, extrusion speed ramp, butt shear, container retract, and die change sequence. Real-time data logging of ram force, extrusion speed, billet temperature, and cycle time enables process optimisation, quality traceability, and predictive maintenance.
Rapid Die Changeover System
An automated die changer with pre-heated die storage magazine reduces die changeover to under five minutes. Quick-release die holders and hydraulic clamping eliminate manual die handling at press temperature. Rapid changeover is the single largest driver of extrusion press OEE on high-mix production lines running multiple profile SKUs per shift.
Technical Data
Representative Specifications
The figures below represent typical configuration ranges for ARZIR hydraulic aluminium extrusion presses across standard tonnage classes. Final specifications are configured to feedstock alloy, billet diameter, container bore, maximum extrusion ratio, target cycle time, and downstream line layout.
| Model | Max Pressure | Billet Diameter | Extrusion Speed | Motor Power | Output Capacity |
|---|---|---|---|---|---|
| ARZIR AEP-1000 | 10 MN | 150–200 mm | 0.5–15 m/min | 800 kW | 300–500 kg/h |
| ARZIR AEP-1800 | 18 MN | 180–250 mm | 0.8–20 m/min | 1200 kW | 500–800 kg/h |
| ARZIR AEP-2500 | 25 MN | 200–300 mm | 1.0–25 m/min | 1600 kW | 800–1200 kg/h |
| ARZIR AEP-3500 | 35 MN | 250–350 mm | 1.2–30 m/min | 2200 kW | 1200–1800 kg/h |
Production Cycle
How an Aluminium Extrusion Press Works
The extrusion press operates a repeating four-phase production cycle — billet load, extrusion stroke, butt shear and retract, die change as required — controlled end to end by the PLC. Each cycle converts a heated billet into a continuous extruded length, which is then processed downstream by the puller, quench, stretcher, saw, and ageing oven.
01
Billet Heating & Loading
Billets are heated to 400–500°C in a furnace, then transferred by the automated loader into the container bore in alignment with the ram axis.
02
Container Close & Upset
The container seats against the die and the ram upsets the billet to fill the bore. The PLC confirms full seating pressure before starting the stroke, preventing cold-start defects.
03
Extrusion Stroke
The ram forces aluminium through the die orifice at programmed speed. The run-out puller controls profile speed while ram force is monitored by the servo-hydraulic system.
04
Butt Shear, Retract & Die Change
A butt shear cuts the discard and the profile is pulled to length for the stretcher and saw. The die changes automatically if required and the next billet loads within seconds.
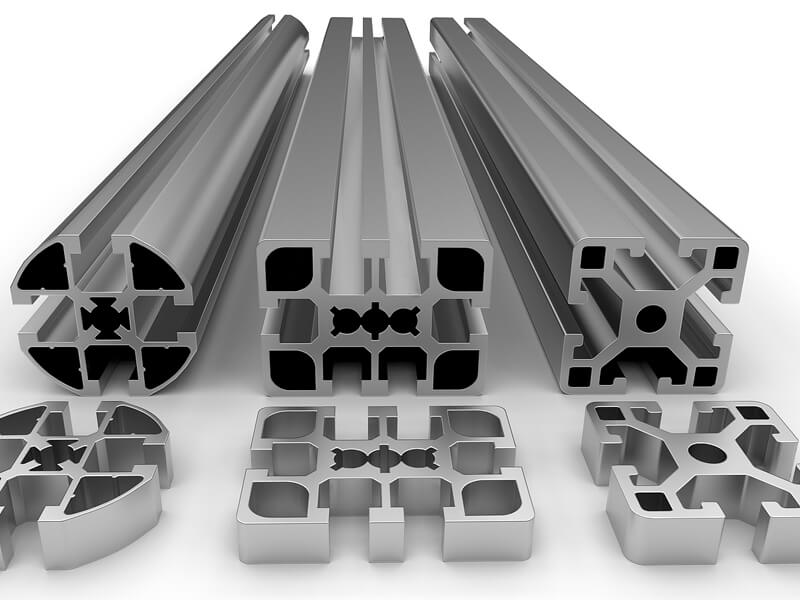
Profile Range
Extruded Profile Types
ARZIR aluminium extrusion presses produce the full range of solid, hollow, and semi-hollow aluminium profiles — from simple round rods and flat bars to complex multi-chamber structural sections and thin-wall architectural glazing profiles — across all major extrudable alloy families.

Round Rods & Bars
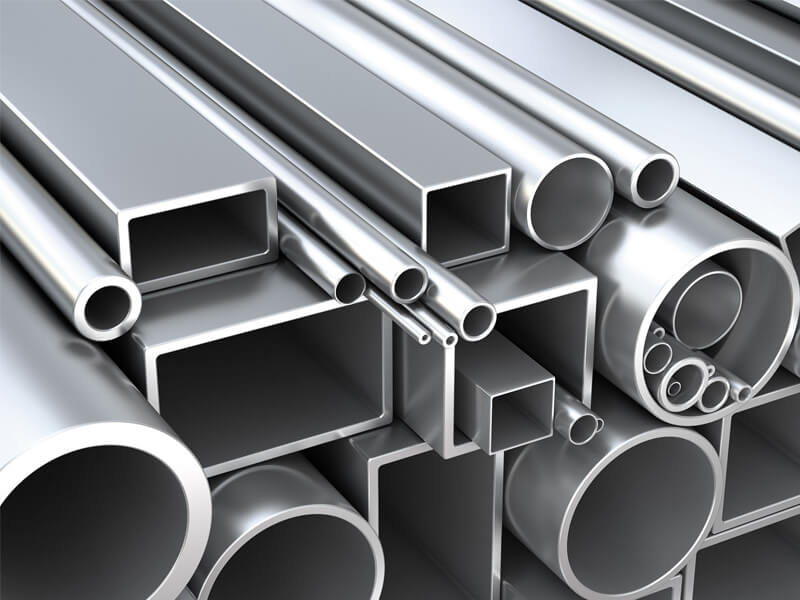
Round & Square Tubes

Rectangular Hollow Sections
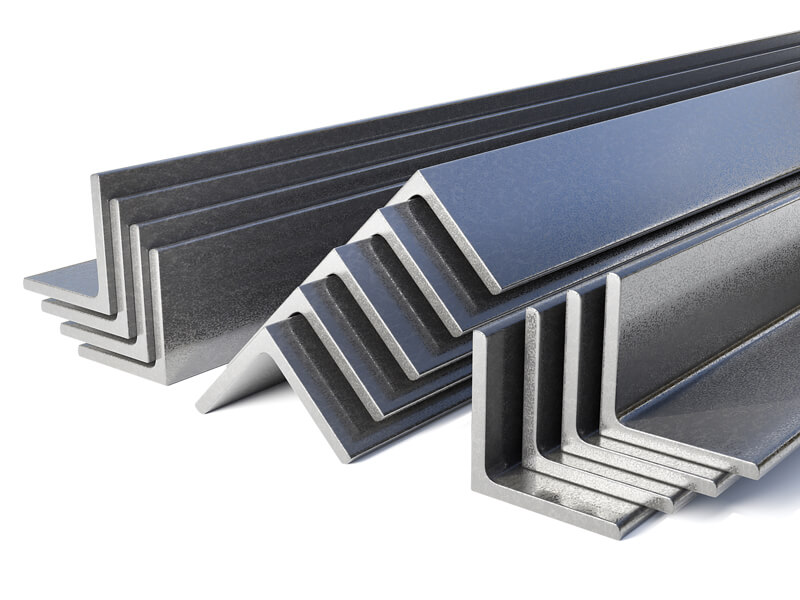
Angles & Channels
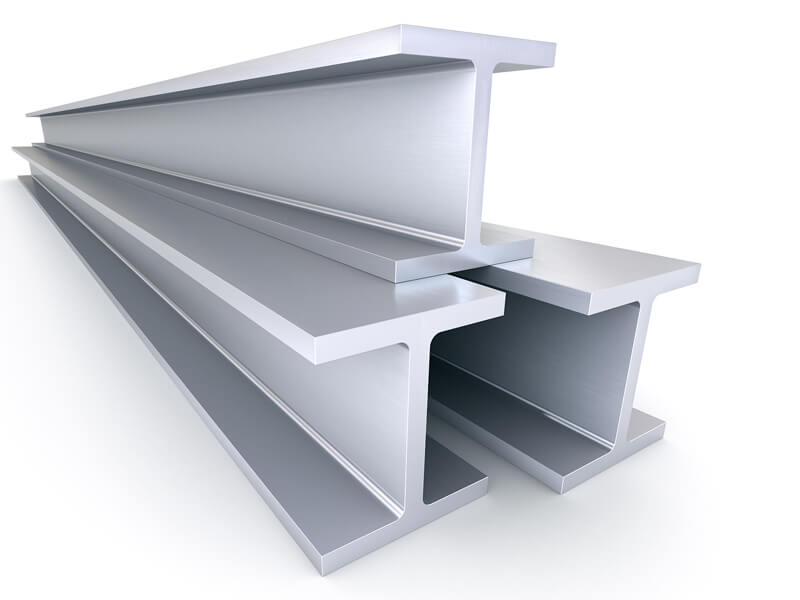
I-Beams & T-Sections
Multi-Chamber Hollow Profiles

Architectural Glazing Profiles
Heat Sink & Fin Profiles
Why Choose ARZIR
Why Choose ARZIR Aluminium Extrusion Presses
A direct comparison of ARZIR extrusion press performance against conventional press benchmarks across the metrics that matter most to production engineers and plant managers.
| Feature | Conventional Press | ARZIR Extrusion Press | ARZIR Advantage |
|---|---|---|---|
| Dimensional Precision | ±0.5mm tolerance | ±0.1mm tolerance | 5x better accuracy |
| Energy Consumption | 45–60 kWh/ton | 28–40 kWh/ton | 30–35% energy savings |
| Production Efficiency | 60–75% uptime | 85–95% uptime | 20–30% higher efficiency |
| Automation Level | Manual operation | Fully automated PLC control | Reduced labor requirements |
| Maintenance Frequency | Weekly maintenance | Monthly maintenance cycles | 4x longer intervals |
Use Cases
Application Scenarios
ARZIR aluminium extrusion presses are configured for production environments ranging from high-mix architectural profile lines to dedicated automotive structural and aerospace high-strength extrusion operations.

Building & Construction
Window frames, curtain wall profiles, structural glazing sections, and solar panel framing in 6xxx alloys — rapid die changeover enables multiple SKUs per shift.
Automotive Industry
Bumper beams, crash sections, body-in-white frame members, and EV battery tray profiles in 6xxx and 7xxx alloys — weight reduction directly improves fuel efficiency and EV range.
Aerospace Applications
Structural spars, stiffeners, and fuselage frame sections in high-strength 2xxx and 7xxx alloys — certified mechanical properties and full process traceability for aviation and defence.

Industrial Manufacturing
Machine frame profiles, conveyor sections, cylinder barrels, and linear guide rails — replacing welded steel fabrications with near-net-shape aluminium extrusions for machinery and automation.
Knowledge Base
Frequently Asked Questions
What is an aluminium extrusion press?
An aluminium extrusion press is a heavy-duty hydraulic machine that forces a heated aluminium alloy billet through a precision-machined die to produce a continuous length of a desired cross-sectional profile — such as a rod, tube, bar, angle, channel, or complex hollow section. The press applies extreme compressive force via a hydraulic ram that pushes the softened billet through the die opening. The extruded profile emerges from the die face at controlled speed and temperature, then passes through a run-out table, puller, cooling zone, stretcher, and saw cut-off to produce finished-length aluminium sections.
What is the difference between direct and indirect aluminium extrusion?
In direct extrusion, the ram pushes the billet forward through a stationary die — the billet slides along the container wall, generating friction that increases the required press force and creates a thin billet skin layer that must be discarded as a butt. In indirect extrusion, the die moves into the stationary billet, eliminating relative movement between the billet and container wall — reducing friction, lowering required press force by 25–40%, extending die and container life, and improving surface quality and dimensional consistency. ARZIR extrusion presses support both direct and indirect extrusion modes on the same press frame.
What aluminium alloys can an extrusion press process?
Industrial aluminium extrusion presses are designed to process the full range of extrudable aluminium alloys, including 1xxx pure aluminium, 2xxx (Al-Cu), 3xxx (Al-Mn), 5xxx (Al-Mg), 6xxx (Al-Mg-Si) — the most widely extruded alloy family for architectural and structural profiles — and 7xxx (Al-Zn) high-strength alloys for aerospace and automotive applications. Alloy selection determines billet preheat temperature (typically 400–500°C), required extrusion pressure, die material specification, and press ram force rating.
What press force range is typical for aluminium extrusion?
Industrial aluminium extrusion presses typically range from 500 tonnes for small-section profile extrusion up to 14,000 tonnes or more for large structural, aerospace, or thick-wall hollow sections. Most architectural and general industrial profile lines operate presses in the 1,200–6,000 tonne range, matched to billet diameter (88–356 mm) and container bore. Press force selection depends on the alloy, billet diameter, extrusion ratio, die complexity, and target extrusion speed.
What is the extrusion ratio and why does it matter?
The extrusion ratio is the cross-sectional area of the container bore divided by the cross-sectional area of the extruded profile. A higher extrusion ratio means the material undergoes greater deformation in a single pass, which refines the grain structure and improves mechanical properties but requires higher press force and produces more heat. Typical extrusion ratios for aluminium range from 10:1 for thick structural sections up to 100:1 or more for thin-wall architectural profiles. The press force specification must be matched to the maximum extrusion ratio and hardest alloy the line will run.
What is an automated billet loader and why is it important?
An automated billet loader transfers heated billets from the induction or gas-fired billet furnace to the press container without manual handling. The loader controls billet transfer speed, insertion alignment, and loading cycle timing to maintain consistent billet temperature at the moment of extrusion — which directly affects profile dimensional tolerance, surface finish, and die life. Automated loading also reduces operator exposure to high-temperature billets, increases press cycle rate, and eliminates the cycle-time variability introduced by manual billet handling.
How is die changeover managed on an aluminium extrusion press?
Modern aluminium extrusion presses incorporate a die slide unit that pre-heats the next die in a dedicated die oven and presents it to the press platen within the die changeover time window. An automated die changer transfers the new die onto the press and removes the spent die without manual intervention, reducing die changeover time to under five minutes on high-production lines. Quick-change die holders, hydraulic die clamping, and digital die alignment systems ensure repeatable die seating and eliminate the run-in scrap associated with misaligned or cold dies.
What profile shapes can an aluminium extrusion press produce?
An aluminium extrusion press can produce virtually any constant cross-sectional shape that can be machined into a die: solid sections such as rods, bars, angles, channels, T-sections, I-beams, and flat bars; hollow sections such as round and square tubes, multi-void structural sections, and complex multi-chamber profiles; and semi-hollow sections with very thin connecting webs. Die complexity determines extrusion speed limits and required press tonnage. Porthole and bridge dies are used for hollow aluminium sections, combining material flow from multiple ports around a central mandrel.
What downstream equipment is typically paired with an aluminium extrusion press?
A complete aluminium extrusion line pairs the press with a billet heating furnace (induction or gas-fired), an automated billet loader, a run-out table with profile puller, a quench unit (air or water) for age-hardenable alloys, a profile cooling conveyor, a stretcher for straightening, a cold saw or hot saw cut-off, a log table, an ageing oven for T5 or T6 heat treatment, and a packaging or stacking system. The PLC control system on the press integrates all downstream functions into a single automated production sequence.
What maintenance does an aluminium extrusion press require?
Routine maintenance for an aluminium extrusion press includes daily inspection of the hydraulic system pressure, oil temperature, and seal condition; container and liner bore measurement and replacement on a scheduled tonnage-based interval; ram and platen alignment verification; die slide mechanism lubrication and alignment check; hydraulic pump and valve condition monitoring; tie-rod tension verification; PLC and sensor calibration; and cooling-water circuit inspection. Container liner wear is the highest-cost routine consumable — liners are replaced when bore diameter tolerance is exceeded to maintain dimensional accuracy and prevent billet breakthrough.
Get the Right Machine for Your Operation
Tell us about your material type, throughput requirements, and site conditions — our engineers will recommend the ideal equipment and provide a competitive quote within 24 hours.
- Response within 24 hours
- Free technical consultation & quotation
- ISO-certified factory & strict quality control
- Shipped to 100+ countries worldwide