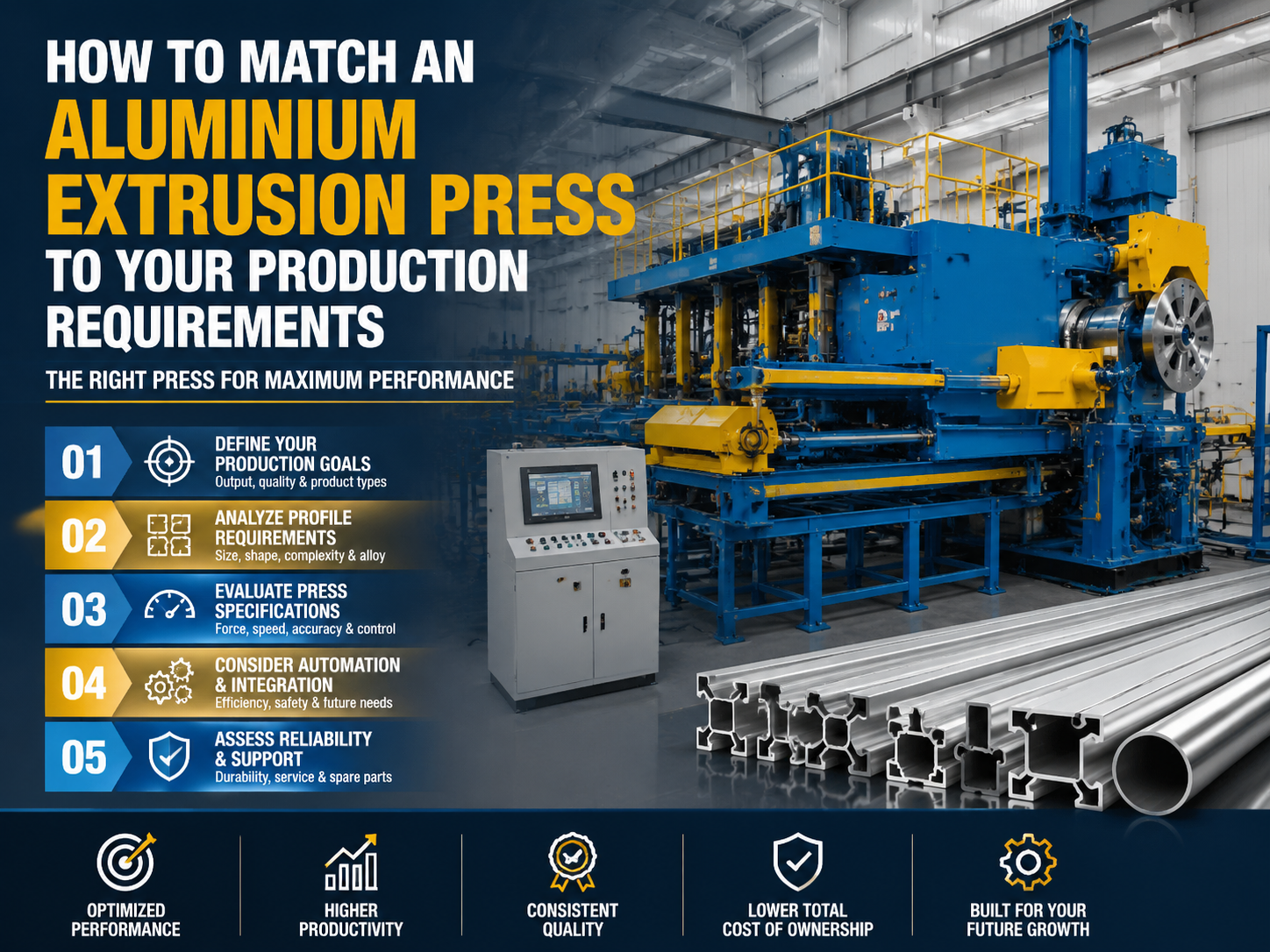
How to Match an Aluminium Extrusion Press to Your Production Requirements
Introduction to Matching Aluminium Extrusion Presses
In the world of metal fabrication, the aluminium extrusion press stands as a cornerstone of modern manufacturing. Whether you are producing intricate window frames, high-strength automotive components, or structural aerospace parts, the ability to match an aluminium extrusion press to your production requirements is the difference between a profitable operation and a logistical nightmare. Selecting the wrong machine can lead to excessive energy waste, high scrap rates, or an inability to meet the tolerances required by your clients.
The process of matching a press involves more than just looking at the tonnage. It requires a deep dive into the geometry of the profiles you intend to produce, the alloys you will use, and the projected volume of your output. As industrial demands shift toward lighter, stronger materials, the technology behind extrusion presses has evolved, offering smarter hydraulic systems, automated billet handling, and precision cooling. This guide will walk you through every critical factor to ensure your investment aligns perfectly with your business goals.
Price Range Overview: Understanding the Investment
The cost of an aluminium extrusion press is primarily dictated by its pressing force, measured in metric tons. For small-scale operations or those focusing on thin-walled, simple profiles, a press in the 600 to 1,000-ton range is often sufficient. These machines typically range from $250,000 to $600,000, depending on the level of automation and the origin of the components. These are ideal for architectural trims and basic consumer goods.

Mid-range presses, falling between 1,400 and 2,500 tons, represent the workhorses of the industry. These machines are capable of handling larger billets and more complex industrial profiles used in the automotive and solar energy sectors. Prices for these units generally fall between $800,000 and $2.5 million. At this level, you begin to see advanced features like double-pullers and sophisticated quench systems as standard offerings.
For heavy-duty industrial applications, such as railway components or large structural beams, presses exceeding 3,000 to 5,000 tons are required. These massive installations can cost anywhere from $3 million to over $10 million. When you match an aluminium extrusion press to your production requirements at this scale, you are not just buying a machine; you are investing in a complete production line that includes log furnaces, aging ovens, and automated packing systems.
Main Cost Drivers in Extrusion Machinery
The sticker price of an extrusion press is influenced by several key technical drivers. The first is the hydraulic system. High-end presses utilize variable frequency drives (VFD) and servo-motor-driven pumps (such as those from Rexroth or Parker). While these increase the initial purchase price, they significantly reduce energy consumption—often by up to 30%—which is a critical factor in long-term operational costs.
Another major cost driver is the control system and software. Modern HARSLE presses feature integrated PLC systems (Siemens or Schneider) that allow for real-time monitoring of extrusion speed, pressure, and temperature. The ability to store “recipes” for different profiles reduces setup time and ensures consistency, but the sophisticated sensors and software required for this level of precision add to the upfront cost.
The heating method for the billets also plays a role. Induction heating is faster and more precise but more expensive to install than traditional gas-fired furnaces. However, if your production requirements demand frequent alloy changes or high-precision temperature gradients (taper heating), the investment in induction heating is often justified. Finally, the quality of the steel used in the press frame and the container significantly impacts the machine’s lifespan and its ability to maintain alignment under high pressure.
Configuration Impact: Tailoring the Machine to the Product
To effectively match an aluminium extrusion press to your production requirements, you must choose between direct and indirect extrusion configurations. Direct extrusion is the most common, where the ram pushes the billet through a stationary die. It is versatile and easier to maintain. Indirect extrusion, where the die moves against the billet, reduces friction and allows for more uniform grain structures, which is vital for high-performance aerospace alloys.

The diameter of the billet is another configuration bottleneck. A press designed for a 5-inch billet cannot easily be converted to an 8-inch billet without significant mechanical changes. You must analyze your most common profile sizes and choose a billet diameter that minimizes scrap. If the billet is too large for the profile, you end up with excessive “butt” end waste; if it is too small, you cannot achieve the required pressure to fill the die cavities.
Furthermore, the “run-out” equipment—the tables, pullers, and cooling fans—must be configured to match the press speed. If you are producing thin, delicate profiles, you need a high-precision puller that prevents twisting. If you are producing heavy structural shapes, your cooling system (water quench vs. air quench) must be powerful enough to bring the metal down to the required temperature to achieve the desired T5 or T6 hardness levels.
Hidden Costs of Owning an Extrusion Press
When budgeting to match an aluminium extrusion press to your production requirements, many buyers overlook the “hidden” costs of installation and infrastructure. An extrusion press requires a specialized reinforced concrete foundation to handle the immense vibrations and weight. This civil engineering work can cost tens of thousands of dollars and must be completed weeks before the machine arrives.
Shipping and logistics are also substantial. These machines are often shipped in multiple oversized containers or as break-bulk cargo. The cost of heavy-lift cranes for offloading and positioning the press inside your facility can be a surprise expense. Additionally, the initial fill of hydraulic oil—which can be thousands of liters—is a significant one-time cost that must be factored into the startup budget.
Tooling and dies represent an ongoing hidden cost. While the press is a one-time purchase, you will need a unique die for every profile you produce. High-quality H13 steel dies require careful maintenance, nitriding, and pre-heating. Without a dedicated die oven and a proper maintenance schedule, your press will suffer from downtime, regardless of how advanced the machine itself is.
ROI Calculation: When Does the Investment Pay Off?
Calculating the Return on Investment (ROI) for an aluminium extrusion press involves looking at the “Dead Cycle Time” and the “Recovery Rate.” Dead cycle time is the period when the press is not extruding (e.g., loading a new billet). Modern HARSLE presses aim for a dead cycle of under 15-20 seconds. Reducing this time by even 5 seconds can result in hundreds of extra tons of production per year.
The recovery rate—the ratio of finished product to the weight of the raw billet—is the second pillar of ROI. By matching the press tonnage and billet size accurately to the profile, you can reduce scrap from 20% down to 12%. In an industry where aluminium spot prices fluctuate, saving 8% on raw material costs can pay for the machine’s price difference in less than two years.
Energy efficiency also plays a massive role. A press equipped with a servo-hydraulic system might save $20,000 to $50,000 annually in electricity costs compared to an older, fixed-pump model. When you combine labor savings from automation (like automatic billet loaders and profile stackers) with energy and material savings, most well-matched extrusion presses see a full ROI within 3 to 5 years of operation.
Buying Advice: Selecting the Right Partner
When you are ready to match an aluminium extrusion press to your production requirements, the choice of manufacturer is as important as the technical specs. Look for a partner like HARSLE that offers comprehensive after-sales support. An extrusion press is a 20-year investment; you need to ensure that spare parts, such as hydraulic seals, PLC modules, and ram components, will be available for the duration of the machine’s life.

Always request a “dry cycle” demonstration and, if possible, a visit to an existing installation. Pay close attention to the rigidity of the press frame and the smoothness of the container movement. Check the software interface—is it intuitive for your operators? A machine that is too complex to operate will lead to errors and downtime. Finally, ensure the manufacturer provides training for your maintenance team, as the complexity of modern hydraulic and electronic systems requires specialized knowledge.
Checklist for Buyers:
- Define your maximum and minimum profile dimensions.
- Identify the primary aluminium alloys you will be extruding.
- Determine your required annual tonnage output.
- Assess your facility’s power capacity and floor space.
- Evaluate the need for automation (pullers, cooling tables, aging ovens).
- Verify the manufacturer’s warranty and local service availability.
Frequently Asked Questions (FAQ)
1. What tonnage do I need for standard window profiles?
For standard architectural window and door profiles, a press between 1,000 and 1,400 tons is usually the sweet spot. This allows for multi-cavity dies, which increase productivity without requiring the massive investment of a 2,000+ ton machine.
2. How does the alloy type affect the press selection?
Harder alloys (like the 7000 series) require significantly more pressure to extrude than soft alloys (like the 6000 series). If you plan to work with high-strength alloys, you should opt for a press with higher tonnage and a more robust cooling system to manage the heat generated by friction.
3. Is a used extrusion press a good investment?
Used presses can be cost-effective, but they often lack modern energy-saving features and precise controls. The cost of retrofitting an old press with new hydraulics and electronics can sometimes approach the price of a new, mid-range machine. Always perform a thorough ultrasonic inspection of the frame before buying used.
4. What is the typical lead time for a new extrusion press?
Depending on the size and customization, lead times generally range from 6 to 12 months. This includes the engineering phase, manufacturing, testing, and shipping. It is vital to plan your facility upgrades and foundation work during this window.
5. How often does an extrusion press require maintenance?
Daily checks of oil levels and filters are mandatory. A major preventive maintenance schedule should be performed every 2,000 operating hours, focusing on alignment, seal integrity, and sensor calibration. Proper maintenance is the key to ensuring the machine continues to match an aluminium extrusion press to your production requirements for decades.