How to Keep Recycling Baler Compression Force Stable Through Regular Maintenance

The Critical Role of Compression Force in Recycling Operations
In the world of industrial waste management and metal fabrication, the efficiency of a recycling facility is often measured by the density and uniformity of its output. A recycling baler is the workhorse of this process, responsible for condensing voluminous scrap into manageable, transportable blocks. However, the most common challenge operators face is the gradual decline or fluctuation of compression force. To keep recycling baler compression force stable through regular maintenance is not merely a suggestion; it is a fundamental requirement for operational profitability and machine longevity.
When compression force becomes unstable, several negative outcomes occur. First, bale density drops, leading to higher transportation costs as fewer tons can be loaded onto a single truck. Second, the machine undergoes uneven stress, which can lead to structural cracking or premature hydraulic failure. HARSLE, a leader in metal fabrication machinery, emphasizes that a well-maintained baler can operate at peak pressure for decades, whereas a neglected one may lose 20% of its effectiveness within just a few years. This guide provides a deep dive into the technical strategies required to maintain that critical stability.
Why Maintenance is the Key to Stable Compression
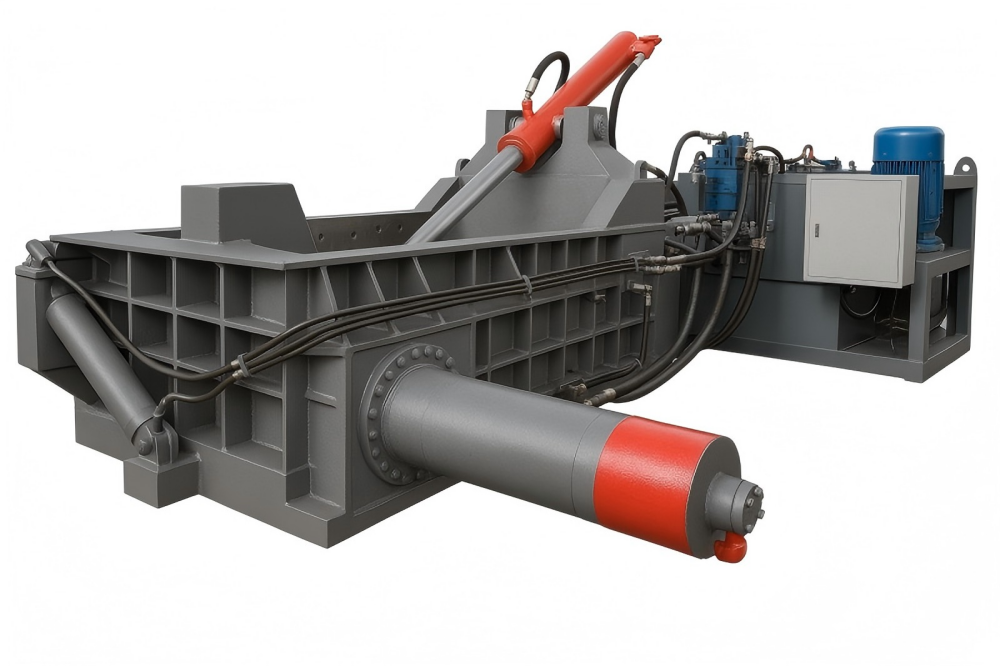
The physics of a recycling baler rely on the conversion of electrical energy into hydraulic pressure, which is then translated into mechanical force via a ram. Any interruption or inefficiency in this energy chain results in a loss of compression force. Regular maintenance ensures that every component—from the smallest seal to the massive main cylinder—is functioning at its design specification. By implementing a rigorous maintenance schedule, you are essentially protecting the hydraulic integrity of the system.
Furthermore, stable compression force is vital for safety. An unstable baler might experience sudden pressure drops or surges, which can cause the material to shift unexpectedly or cause hydraulic lines to burst. By focusing on how to keep recycling baler compression force stable through regular maintenance, you are creating a safer work environment for your operators. Consistent pressure also ensures that the wire-tying or strapping mechanisms function correctly, as loose bales are prone to breaking during the tying process.
Daily Inspection: The First Line of Defense
The most effective way to prevent major pressure loss is through a disciplined daily inspection routine. Before the shift begins, operators should perform a visual walk-around of the machine. This isn’t just a formality; it’s a technical assessment of the machine’s readiness. Check for any signs of hydraulic fluid weeping from fittings or cylinders. Even a small damp spot can indicate a seal that is beginning to fail, which will eventually lead to a significant drop in compression force.
During the daily check, pay close attention to the hopper and the compression chamber. Remove any debris that might have wedged itself between the ram and the chamber walls. Foreign objects or built-up material can create friction, forcing the hydraulic system to work harder to achieve the same compression results. This extra work generates heat, which thins the hydraulic oil and further destabilizes the pressure. A clean machine is a powerful machine.
Hydraulic System: The Heart of Compression Force
The hydraulic system is where the actual work happens. To keep recycling baler compression force stable through regular maintenance, you must treat the hydraulic oil as the lifeblood of the equipment. Over time, hydraulic oil degrades due to heat, oxidation, and contamination. When oil loses its viscosity, it can no longer transmit force efficiently. This results in a “spongy” feel to the ram and a noticeable decrease in bale density.
Oil Quality and Temperature Management
Monitoring oil temperature is critical. Most HARSLE balers are equipped with cooling systems to keep the oil within an optimal range (usually between 40°C and 55°C). If the oil gets too hot, its viscosity drops, and internal leakage within the pump and valves increases. This internal leakage is a primary cause of unstable compression force. Ensure that the heat exchangers are clean and that the cooling fans are operational. Additionally, perform annual oil analysis to check for metal particles or water content that could damage the high-precision pump components.
Filter Replacement and Pump Health
Hydraulic filters are designed to catch microscopic contaminants that can score the cylinder walls or clog the control valves. A clogged suction filter can cause pump cavitation—a phenomenon where air bubbles form and collapse violently within the pump. Cavitation not only destroys the pump but also causes erratic pressure delivery. Replacing return-line and pressure-line filters according to the manufacturer’s schedule is one of the simplest yet most effective ways to maintain stable force.

Electrical and Control System Checks
Modern recycling balers rely on sophisticated PLC (Programmable Logic Controller) systems and pressure transducers to manage the compression cycle. If the electrical signals are inaccurate, the machine will not reach its target pressure. For instance, a faulty pressure transducer might send a signal to the PLC that the maximum pressure has been reached when the ram is only at 80% capacity. This leads to “soft” bales and inefficient operation.
Regularly inspect the wiring for signs of wear or damage from vibration. Ensure that all sensors are calibrated and that the control cabinet is kept free of dust and metal shavings. In many cases, what appears to be a mechanical pressure loss is actually an electrical calibration issue. Keeping the software updated and the sensors clean is a vital part of the strategy to keep recycling baler compression force stable through regular maintenance.
Mechanical Integrity and Wear Plates
The mechanical structure of the baler must be rigid enough to withstand hundreds of tons of force. Over time, the wear plates (liners) inside the compression chamber will thin out. As the gap between the ram and the wear plates increases, material can get caught in the clearance. This creates immense friction and can even cause the ram to twist slightly, leading to uneven pressure distribution and potential damage to the main cylinder rod.
Check the bolts that secure the wear plates and the cutting blades. If the blades are dull, the machine requires more force to shear through the material before compression can begin. This wastes energy and puts unnecessary strain on the hydraulic system. Sharpening or replacing blades regularly ensures that the maximum amount of hydraulic energy is directed toward compressing the material rather than cutting it.
Comprehensive Lubrication Plan
Lubrication is often overlooked in hydraulic machinery, but it is essential for the moving parts that support the compression process. The ram guides, door hinges, and pivot points of the ejector system all require regular greasing. Without proper lubrication, these parts develop high friction, which the hydraulic system must overcome. This “parasitic load” reduces the effective force available for baling.
Use a high-quality Extreme Pressure (EP) grease as recommended by HARSLE. A centralized lubrication system, if equipped, should be checked daily to ensure that all lines are clear and that the reservoir is full. For manual systems, create a chart that identifies every grease point to ensure nothing is missed during the weekly maintenance round.
Troubleshooting Signals: When Force Becomes Unstable
Operators should be trained to recognize the early warning signs of pressure instability. These include:
- Increased Cycle Time: If the ram takes longer to complete a stroke, it usually indicates a pump efficiency issue or internal valve leakage.
- Unusual Noises: Whining or screeching often points to pump cavitation or air entering the hydraulic lines.
- Bale Weight Variance: If bales of the same material suddenly weigh less, the compression force is likely dropping.
- Excessive Heat: If the hydraulic tank is too hot to touch, the system is working inefficiently, leading to pressure loss.
Maintenance Schedule Table
To effectively keep recycling baler compression force stable through regular maintenance, follow this structured schedule:
| Frequency | Component | Action Required |
|---|---|---|
| Daily | Hydraulic Fluid | Check level and look for leaks in hoses/fittings. |
| Daily | Compression Chamber | Clean out debris and check for obstructions. |
| Weekly | Grease Points | Lubricate ram guides, hinges, and pivot pins. |
| Weekly | Filters | Check pressure gauges on filters; replace if in the red zone. |
| Monthly | Wear Plates | Measure clearance between ram and liners; tighten bolts. |
| Monthly | Electrical System | Inspect sensors and clean the control cabinet. |
| Quarterly | Hydraulic Pump | Check mounting bolts and listen for abnormal vibrations. |
| Annually | Hydraulic Oil | Perform oil analysis and replace if oxidation is present. |
| Annually | Structure | Inspect main frame for stress cracks or weld fatigue. |
Frequently Asked Questions (FAQ)
1. Why is my baler not reaching full pressure?
This is usually caused by one of three things: a worn-out hydraulic pump that can no longer generate flow, a leaking relief valve that is bypassing oil back to the tank, or an internal leak in the main cylinder seals. Start by checking the relief valve settings and inspecting the cylinder for bypass.
2. How often should I change the hydraulic oil?
While many manufacturers suggest every 2,000 to 4,000 hours, the best practice is to base the change on oil analysis. If the oil is kept cool and filtered, it can last much longer. However, if it becomes dark or smells burnt, it must be changed immediately to protect the compression force.
3. Can the type of material being baled affect compression stability?
Yes. Extremely hard or springy materials (like certain plastics or thick metals) require consistent peak pressure. If the machine is not maintained, it may struggle with these materials more than with soft cardboard. Ensuring your blades are sharp helps significantly when processing tough materials.
4. What is the danger of running a baler with low compression force?
Beyond the economic loss of light bales, low pressure often indicates an underlying problem like heat or friction. If left unaddressed, these issues can lead to catastrophic pump failure or a cracked manifold, resulting in expensive repairs and lengthy downtime.
5. How do I know if my pressure transducer is failing?
If the pressure gauge on the screen fluctuates wildly while the ram is moving steadily, or if the machine stops the compression cycle early without reaching the physical limit, the transducer or its wiring is likely at fault. Compare the digital reading with a manual master gauge to verify accuracy.
Conclusion
Maintaining a recycling baler is an investment in the future of your facility. By understanding how to keep recycling baler compression force stable through regular maintenance, you ensure that your HARSLE equipment remains a reliable asset. From the daily vigilance of the operator to the technical precision of hydraulic oil analysis, every step plays a role in achieving maximum bale density and operational efficiency. Stick to a rigorous schedule, listen to your machine, and never ignore the small signs of wear. In doing so, you will maximize your ROI and keep your recycling operations running at peak performance for years to come.